

業界特集
掲載企業
製造現場における「金属接合」といえば、母材を溶かして接合する溶接が一般的だろう。しかし、溶接では局所的にかかる熱による歪みの発生やブローホールといった問題が付きまとうほか、溶接棒が移動した軌跡、つまり線状にしか接合をすることができない。このため溶接を用いた製品作りでは熟練技能が必要となるほか、歪みや接合面における強度を十分考慮した緻密な設計が求められる。このような「線ではなく、面で接合させたい」「溶接が難しい異種金属同士を接合したい」といった悩みを解決する鍵が「固相接合」である。
エミダスマガジンWeb「接着・接合・締結」特集では固相接合に関して、摩擦圧接と拡散接合を取り扱う計5社に取材した。本記事ではこれに摩擦攪拌接合(FSW)を加え、固相接合による工法転換が製品にどのような付加価値を生み出すか、実際の活用事例を交えながら紹介する。
この記事の構成
・摩擦圧接:精度と強度の両立を実現、軸物やパイプに最適な接合
・拡散接合:薄板の積層で複雑な内部形状を作成可能、微細流路などの製品に最適な接合
・摩擦攪拌接合:極めて小さい熱影響で連続接合が可能、長尺や大物に最適な接合
摩擦圧接:回転による摩擦熱と圧力で、面全体で接合―
精度と強度の両立を実現、軸物やパイプに最適
■摩擦圧接とは?~原理と特徴~
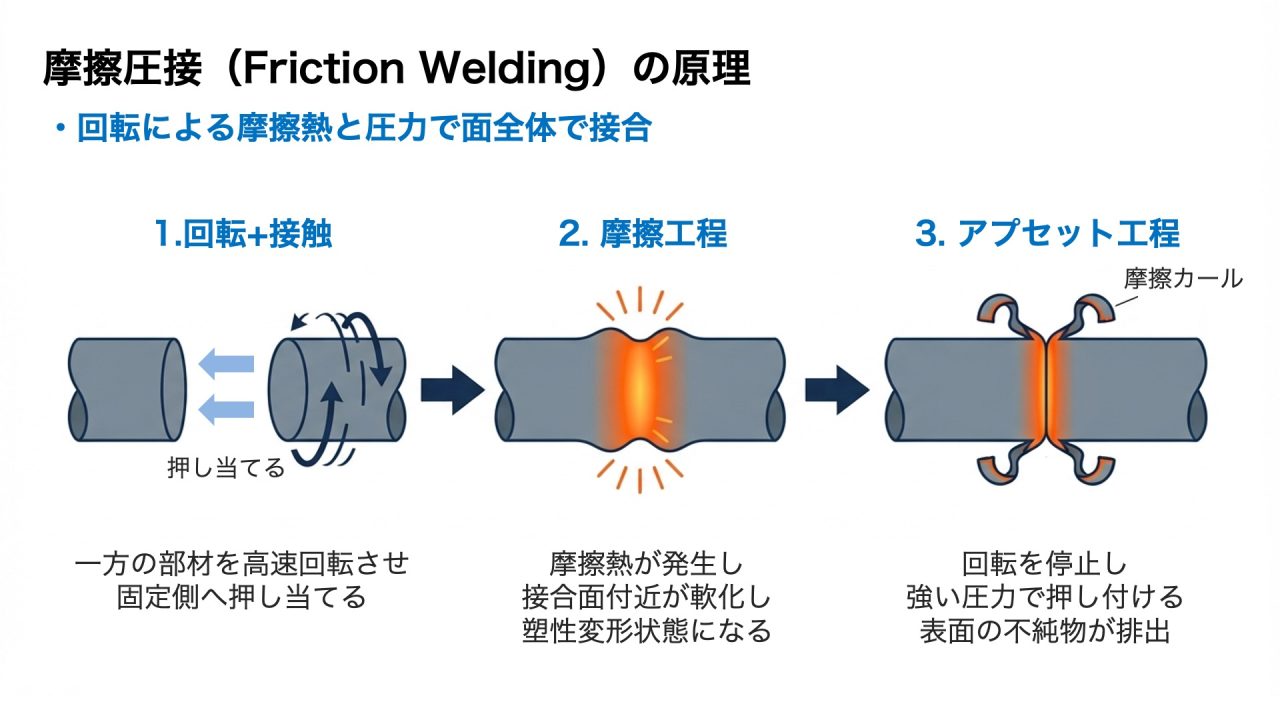
摩擦圧接とは、2つの部材(母材)の片方を高速回転させ、他方との間に生じる摩擦熱で接合する技術である。2つの部材が接した状態で回転を始めると、金属は摩擦熱で1000℃以上の高温となり飴のように柔らかくなる(塑性流動状態)。この状態で回転を停止し、強い圧力で他方に押し付けることで母材同士が原子レベルで近づく。原子が非常に近い距離まで近づくことで電子の共有が生じ、電気的な引力で結びつく強い結合状態(金属結合)となる、これが摩擦圧接による接合の原理だ。摩擦圧接では、境界面に溶加材との合金層を形成する溶接とは異なり、2つの材料の原子同士が直接結びつくため母材と同等の高い強度が実現する。
摩擦圧接の最大の特徴は、接合面が極めて清浄な状態で接合が行われることだ。金属表面は酸化被膜で覆われているほか、目に見えないチリやゴミなどの細かい異物なども付着しており、これらは接合の品質を低下させる要因となる。摩擦圧接では、摩擦熱を発生させて圧力をかける工程(摩擦工程~アプセット工程)でこれらが「摩擦カール」として接合面の外に押し出される。この過程で2つの材料が完全無酸化で原子レベルまで近くことで、内部欠陥の少ない接合が実現できるのだ。
■摩擦圧接のメリット~高強度・異種材対応・低歪み・高い量産性・ニアネットシェイプ~
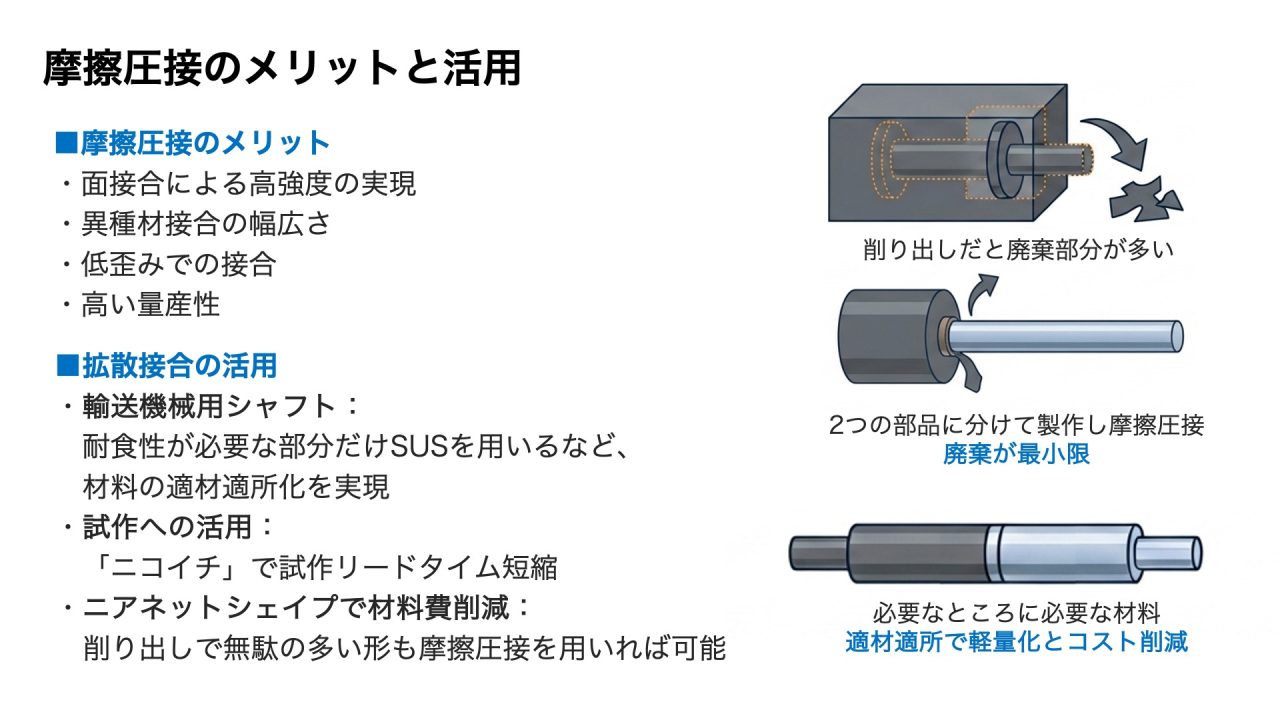
面接合による高強度の実現: 例えば棒材同士を溶接で接合する場合、実際に接合されるのは溶接棒が届く外周部分のみのため、溶接部分の強度はパイプと同等となる。これに対し摩擦圧接では断面全体で接合されるため、同じ径の棒材であれば溶接よりも大きな強度を出すことができる。見方を変えれば、溶接と同じ強度を出すのにより小さい断面積で済むことになるため、アイテムを小型化することも可能となるのだ。
異種材接合の幅広さ: 金属結合は異なる原子(材料)同士でも成立するため、摩擦圧接では異種材同士の接合も可能となる。材質の組み合わせによって接合強度の大小はあるものの、溶接が難しいアルミと鉄、アルミと銅などの組み合わせも摩擦圧接であれば実現可能なケースが多い。異種材を接合することで材料を「適材適所」で用いることが可能となるため、コスト削減や軽量化の効果が期待できる。
最小の熱影響・低歪みでの接合: 摩擦圧接では材料を融点以下の温度で柔らかくして押し付けるため、材料を溶かさない。このため接合による材料への熱影響が小さく、母材の強度を保ったまま接合ができる。加えて、接合面に均一に摩擦熱を発生させるため熱による歪みが小さいのも特徴だ。母材の強度を損ねず小さい歪みで接合できるため、シャフトやシリンダの軸などに多く用いられる。
このほかにも摩擦圧接は「自動化が容易」「接合に要する時間が短い」など生産面でのメリットも大きいため、比較的量産向きの工法と言える。また、フランジの付いた丸棒のような「削り出しでは無駄が多くなる形状」を製作する際にも活用できる。このような形状を作成する場合は鍛造などで製作するのが一般的だが、摩擦圧接を用いれば径の異なる部材を2つ接合するだけで同じ形状を作ることができる。治工具不要でニアネットシェイプを実現する手段としても、摩擦圧接は有効なのだ。
■エミダス会員における摩擦圧接の活用事例
・株式会社ジャパン・ミヤキ: 静岡県の株式会社ジャパン・ミヤキは、50年以上にわたって摩擦圧接で様々なプロダクトを作り出してきたパイオニアだ。洗濯機の脱水用しごきローラー、コピー機のローラーを経て現在では船舶や自動車の駆動系重要部品を手掛けている。船舶用シャフトでは海水に浸かる部分にSUS、動力伝達を行う歯車部分には鉄を用いるが、これらを摩擦圧接を用いることで1つの部品として製作することで部品点数・組立工数の削減を実現した。さらに同社では、既存の部品を切断し摩擦圧接によって別の部品と接合する「ニコイチ」という試作手法を提案しており、顧客のラピッドプロトタイピングを支援している。(記事を読む)
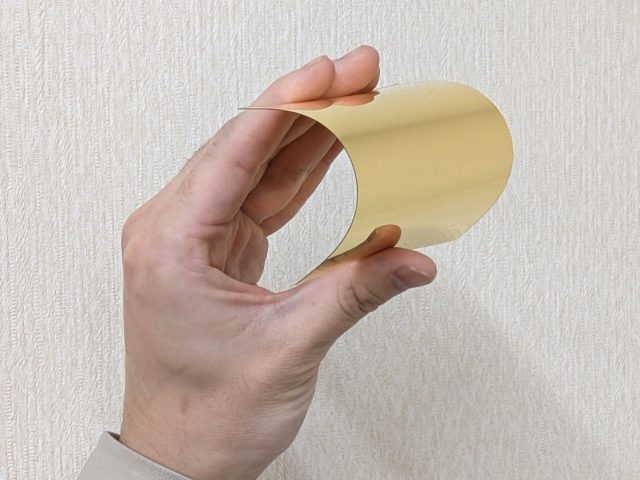
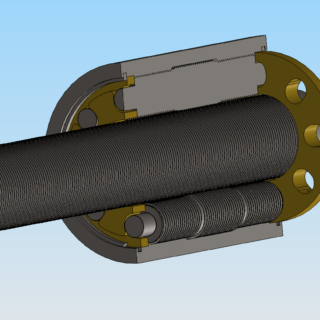
・株式会社JST: 「上手に シャフトを つくる専門工場」というユーモアが社名に込められた埼玉県の株式会社JSTは、摩擦圧接を用いて中空構造の「超軽量シャフト」を製作している。従来は中実材から切削加工で作られていたシャフトを、摩擦圧接でパイプ材と端部パーツを接合することにより、材質や外形デザインはそのままに最大50%もの軽量化を実現した。同社では接合時の同軸度を5/100以下の精度で接合させる技術を開発したほか、AE法(アコースティックエミッション)や超音波探傷でシャフト内部を非破壊で検査する手法を確立。高い品質保証体制が評価され、自動車などに多く採用されている。(記事を読む)
拡散接合:高温・高圧下での原子の移動(拡散)を用いた接合―
薄板の積層で複雑な内部形状を作成可能、微細流路などに最適
■拡散接合とは?~原理と特徴~
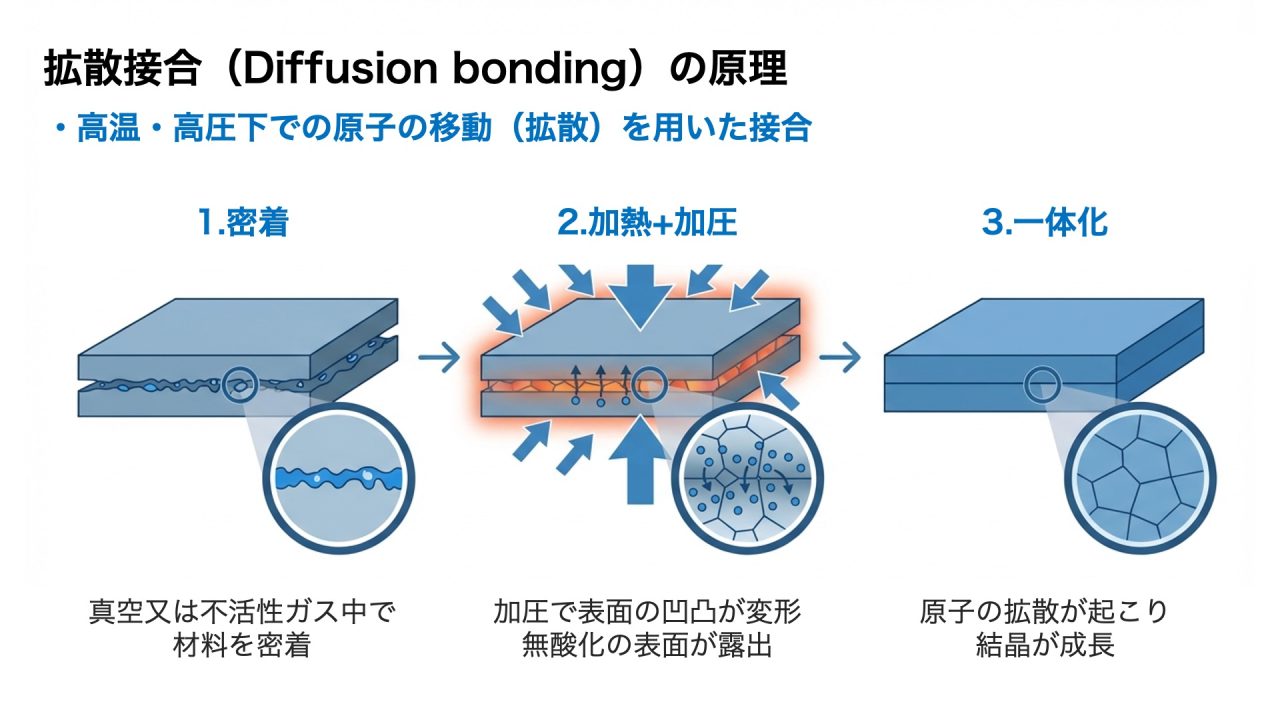
拡散接合は、複数の金属母材を真空または不活性ガス中で加圧しながら加熱することで、境界面をまたいで金属の結晶粒を成長させ接合する技術である。通常、金属表面には微細な凹凸があり酸化被膜で覆われている。そこで、材料に高温下で圧力をかけることでこの酸化被膜を破壊していく。酸化被膜が破壊された部分では露出した完全無酸化の金属同士が触れ合い、原子が相互に移動(拡散)する。こうして原子が境界面を跨いで移動することで接合されるというのが拡散接合のメカニズムだ。拡散接合では原子の拡散によって接合を行うため、金属が大規模な塑性流動状態(柔らかい状態)とならない。このため接合における形状変化が最小限で済むのが大きな特徴だ。
拡散接合はホットプレスとHIP(熱間等方圧加圧)の主に2種類の方式が存在する。ホットプレス炉では真空中で材料に上下方向の圧力をかけて拡散接合を行うもので、接合が上下方向に対してのみ行われることから主に薄板を積層して作製する製品などに使われる。これに対してHIP炉では圧力容器の中に不活性ガスを注入しそのガス圧で加圧を行うため、どの方向に対しても接合が行われる。このため接合する対象物の自由度が高く、複雑な入れ子構造などを接合するのに適している。
■拡散接合のメリット~超高強度・複雑微細構造・異種材対応~
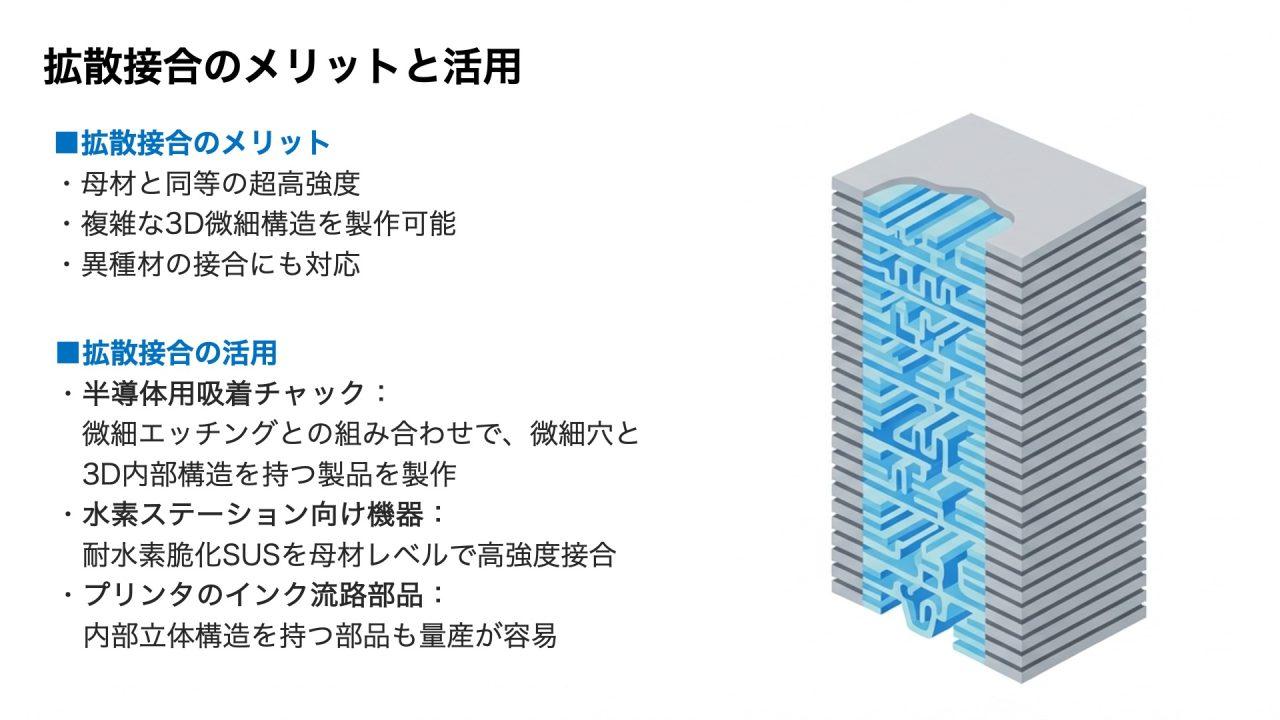
母材と同等の超高強度: 原子の拡散は材料の融点以下(多くの場合融点の4〜6割前後)で起こるため、拡散接合では材料を溶かすことなく接合する。そのため熱による急激な組織変化が起こりにくく残留応力を小さく抑えられることから、製品の強度や疲労寿命に与える影響が小さい。また、拡散接合では境界面に異なる物質が介在しないため接合部も母材同等の高い強度となる。このため、高い内部圧力がかかる製品や、境界面からのわずかな漏れも許されない高気密製品の製作に適している。
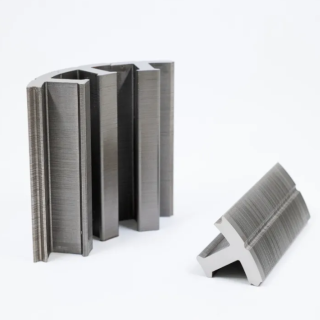
複雑な3D微細構造を製作可能: 局所的な加熱により熱歪みが生じやすい溶接とは異なり、拡散接合では材料の形状や寸法に及ぼす影響が小さいため緻密な内部構造を製作するのに適している。また、ロウ付けのように接合部分に溶加材を流す必要もなく、流路などの微細な構造が埋まってしまうリスクがない。エッチングなどで微細なパターンを作成した薄板を積層・接合することで、髪の毛ほどの細さの流路や複雑な3D微細内部構造を持った製品を作成することが可能となる。
異種材の接合にも対応: 金属の拡散は異なる種類の材料間でも起こるため、条件設定を工夫すれば異種材料を接合することができる。例えばステンレスと銅の組み合わせは溶接が難しいとされているが、拡散接合では接合が可能だ。異なる性質を持つ金属を拡散接合で組み合わせることで、特定の部分のみ放熱性を高めた製品を作ることができる。
■エミダス会員における拡散接合の活用事例
・株式会社ヤマテック: 拡散接合一筋で約20年の実績を誇る東京都の株式会社ヤマテックでは、半導体ウエハや薄膜基板を吸着し搬送するために用いられる「薄膜用吸着板」を拡散接合を用いて製作している。Φ50μmのごく小さな穴が数千個空けられたこのような製品を機械加工で製作するのは難しいため、エッチング加工を施した板を積層し拡散接合で一体化するのが最も適しているのだ。微細な穴が開いた板をずれが生じないように積層し接合するのは高度な技術が必要となるが、同社は長年蓄積したノウハウを活かしこのような高付加価値の製品づくりを可能としている。(記事を読む)
・オリオン機械株式会社: 冷熱関連機器と精密空調分野で国内屈指の実力を誇る長野県須坂市の株式会社オリオン機械では、水素ステーション向け設備に用いるプレクール熱交換器の製造に拡散接合を活用している。このような水素関連製品では80MPa以上の高圧の水素が流れるため十分な強度が求められるほか、耐水素脆化(水素によって金属が脆くなる現象)性の高い金属材料(SUS316L-HiNi)を用いる必要がある。同社は拡散接合を用いてSUSを積層・接合することで内部に半月状断面の流路を持つプレクール熱交換器を製作。高圧ガス関連の保安基準を満たしつつも従来製品比数十分の1のフットプリントを達成した。(記事を読む)
・株式会社アイ・シイ・エス: 栃木県と神奈川県に拠点を持つ株式会社アイ・シイ・エスは、主力事業の熱処理加工で得た熱処理炉のノウハウを活かし拡散接合も手掛けている。同社の大きな強みは、拡散接合を専用の治工具を用いて汎用の熱処理炉で行う手法を確立している点だ。ホットプレス炉やHIP炉といった専用の拡散接合炉を用いずとも拡散接合を可能としたことで、低コストでの量産を可能とした。最適価格での高い量産性を活かし、同社では産業用プリンター向けのインク流路部品などを手掛けている。(記事を読む)
摩擦攪拌接合(FSW):材料を柔らかくしながらツールで「かき混ぜる」接合―
小さい熱影響で連続接合が可能、長尺や大物に最適
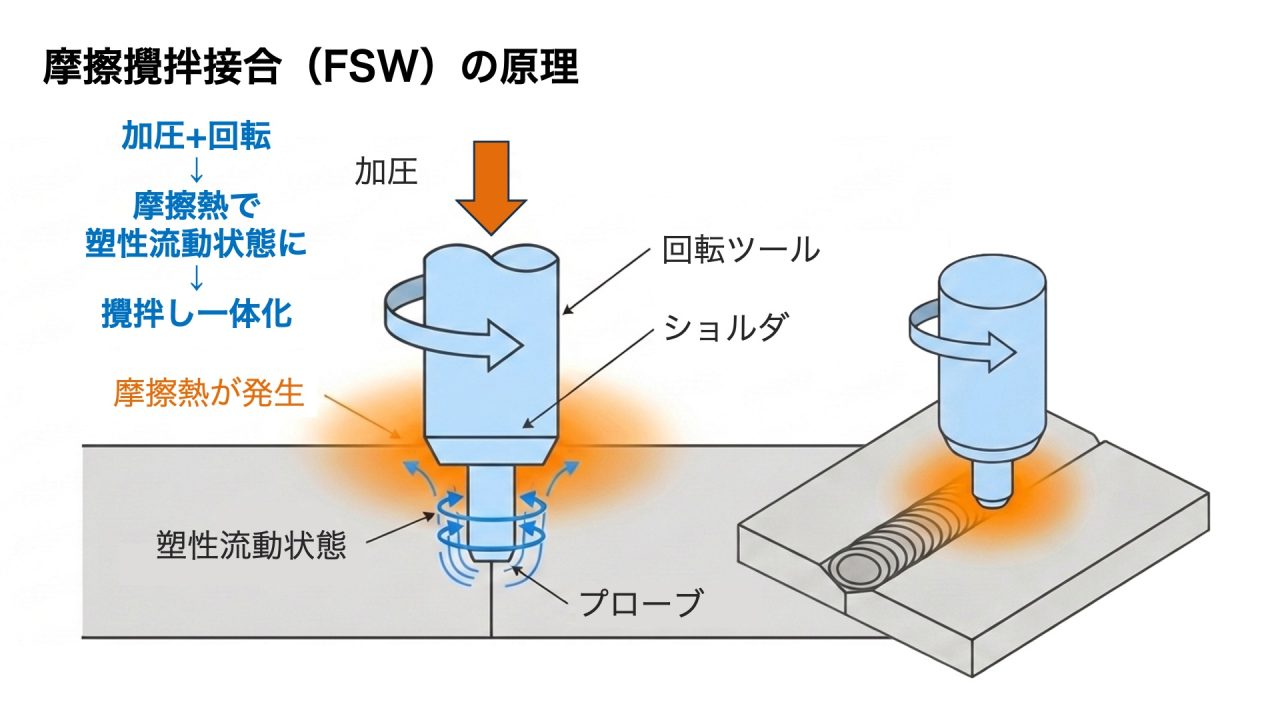
■摩擦攪拌接合(FSW)とは?~原理と特徴~
摩擦攪拌接合(Friction Stir Welding:FSW)は、先端に突起のある円筒状のツールを強い力で押し付けながら回転させることで、材料を攪拌して接合する技術である。材料にツールを押し当て回転させることで、材料には摩擦熱が生じ飴状の柔らかい状態となる(塑性流動状態)。この状態でツールによって「かき混ぜる」ことで、2つの材料が混ざり合う。混ざり合った状態で最後に冷却することで、強固な接合部が残るという原理だ。かき混ぜられてできた「接合部(ナゲット)」では金属の再結晶が起こり微細な組織となるため、高い疲労強度と安定した機械特性を発揮する。
■摩擦攪拌接合のメリット~低歪み・難溶接材対応・優れた美観性・連続接合~
熱影響の小ささと低歪み: 摩擦攪拌接合は融点の8割程度の温度で行われるため、材料を溶かさずに接合できる。このため摩擦攪拌接合では溶接に比べて熱による母材への影響が格段に小さく、大きなワークでも高い寸法精度を維持したまま接合することが可能だ。このため接合後に行う歪み取り工数の削減にもつながる。
難溶接材も接合可能: 例えばアルミニウムは表面の酸化被膜に水分を多く含むため、溶接を行うとこの水分が水素となって内部にブローホールを作る。一般的にアルミニウムは溶接が難しいとされている理由のひとつにも、このブローホールによる割れや不良が挙げられる。これに対し摩擦攪拌接合では、材料を溶かさないため構造的にブローホールが発生せずアルミニウムも高品質に接合できる。また、燃えやすく溶接が難しいマグネシウムも摩擦攪拌接合では安全に接合することが可能である。
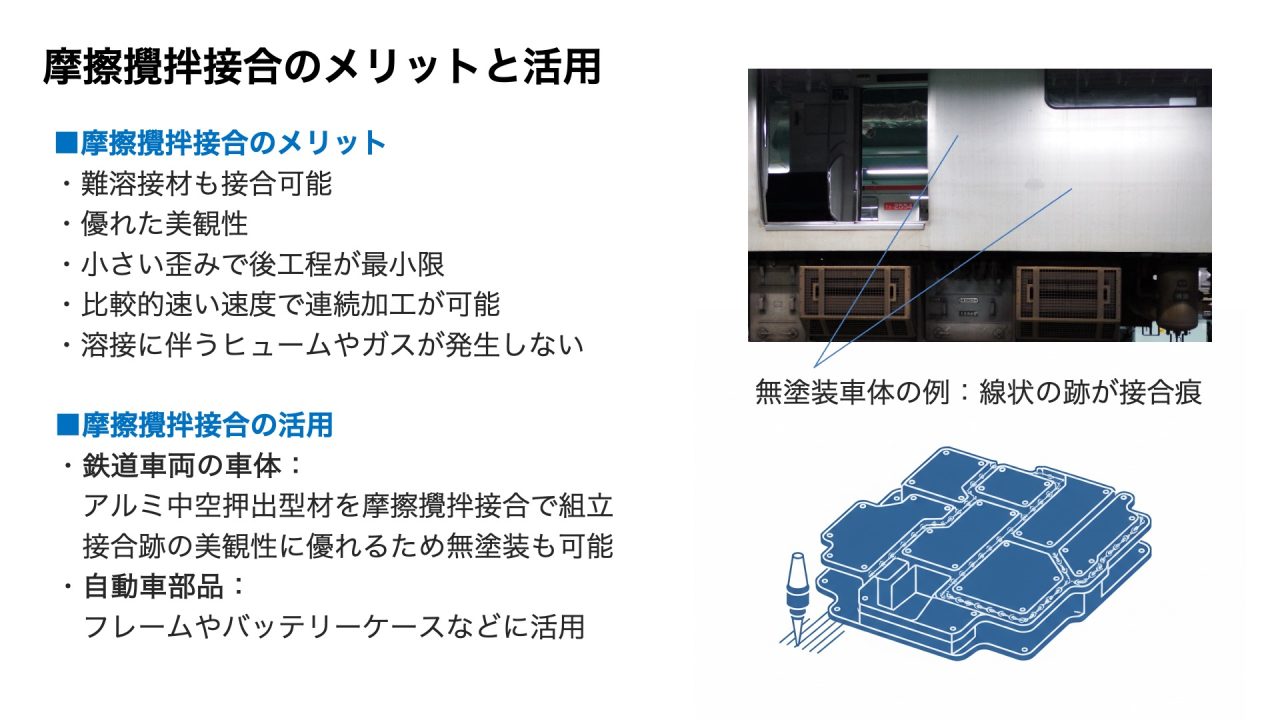
優れた美観性: 接合後にバリを除去する必要はあるものの、摩擦攪拌接合では溶接ビードのような盛り上がりが発生しないため仕上がりの美観が優れている(溶接ビードの完全な除去は一般的に難しいとされる)。バリ取り後はツールが動いた円状の軌跡が表面にうっすらと残るだけのため、外観部品など人の目に触れる部分の接合に適している。
材質や厚みにもよるが、摩擦攪拌接合では数十~数百mm/分、速いものでは最大数m/分で連続接合することが可能である。速度は溶接と大きくは変わらないものの、歪み取りなどの複雑な後工程を行う必要がないため、作業全体で考えれば溶接と同等かそれ以上の生産性を実現する。比較的速い速度で連続加工ができるため、長尺や大物の量産に適している工法と言える。またマシニングセンタとツール部分の構造が類似している点を活かし「マシニングセンタに摩擦攪拌ツールを装着し転用」することで、切削加工設備に類似した操作性と最小限の設備投資で摩擦攪拌接合加工を行なっている企業も存在する。
■摩擦攪拌接合の活用事例
摩擦攪拌接合は長尺や大物の接合に適しているため、鉄道車両や自動車、航空機などで活用されている。特に鉄道車両においては軽量化のためにアルミ合金製車体の採用が増えており、これらの組立は摩擦攪拌接合によって複数の中空押出型材を接合することで行われる。塗装をせずとも接合部が美しい仕上がりとなるため、近年では環境面に配慮し無塗装のアルミ合金製鉄道車両も増えている。 摩擦攪拌接合は英国溶接研究所(TWI)が1991年に開発し、長らく国際特許となっていた。しかし多くの国で2015年ごろまでに特許切れ(ライセンスフリー)となったことで近年では様々な現場で使用されるようになってきた。エミダス会員の中にも、摩擦攪拌接合を手掛ける企業が数多く存在する。(エミダスで「摩擦攪拌接合」を扱う会社を見る)
まとめ:固相接合を活用した工法転換で、より自由で高付加価値な製品づくりを
今回取り上げた「摩擦圧接」「拡散接合」「摩擦攪拌接合」以外にも、超音波接合や爆発圧接など、固相接合には原理や特長が異なる様々な工法が存在する。これらの固相接合をうまく活用することで、溶接では難しかった形状や材質も設計の選択肢に含めることができる。つまり、製品の設計をより自由に行うことができるようになるのだ。しかしながらいずれの工法にもデメリットやトレードオフとなる要素は存在するため、工法転換を行う際には加工業者と打ち合わせの上、十分な検討を行うのが望ましい。
「溶接では歪んでしまう」「材料を使い分けて軽量化したい」―このような設計・製造の壁にぶつかったときに、固相接合がきっと、製品を高付加価値化させるひとつのツールとして役立つことだろう。

こちらの記事もおすすめ

- 微細加工特集
- 高付加価値素材・社会実装特集
- ベトナム市場動向
- 表面改質・洗浄特集
- 接合・接着・締結特集
- 成長戦略
- M&A
- メカトロ・エレクトロニクス特集
- ハノイ
- ベトナム
- 人財採用
- WAZA-Oneグランプリ
- 高付加価値素材特集
- タイランド
- ものづくり商談会
- FBCアセアン
- FBC
- 削る磨くが切り拓く未来特集
- 製造業DXとは?
- メガキャスト/ギガキャスト
- ものづくりINNOVATION特集
- 機械加工特集
- ワイヤ放電加工機
- 自動計測
- マシニングセンタ
- CNC自動旋盤
- 生産性向上
- 後付けセンサー
- 課題解決
- 成形トラブル防止
- 半導体関連金型
- 5軸加工
- 医療機器部品
- 工程管理システム
- BtoC
- 人材育成
- 人材確保
- 宇宙産業関連
- JIS9100
- 3Dプリンタ
- WEBマーケティング
- CAD/CAM
- ISO13485
- 半導体用金型
- リバースエンジニアリング
- ダイカスト金型
- プラスチック金型
- MIM金型
- 射出成形金型
- ナノ加工
- ガラスレンズ金型
- ゴム金型
- 磨きレス加工
- 精密彫刻
- リチウムイオン電池
- 医療機器
- 研削加工
- 自動車部品
- 成長企業の経営戦略
- 価格転嫁
- 業界調査
- 価格転嫁の実態
- 工場稼働状況
- マイクロニードル
- 金属3Dプリンタ
- リサイクルシステム
- リニアモータ搭載
- 半導体
- EV
- モーターコア
- 平面研削盤
- 超精密
- AI活用
- 放電加工機
- リチウムイオン電池関連
- プレス金型
- 研削盤
- 金型特集
- クロムフリー
- SDGs
- 樹脂成形
- 鋳造
- 3Dプリンタ
- 圧空成形
- 射出成形機
- 印刷
- 光学部品
- 自社製品
- M&A
- バイオプラスチック
- 海外展開
- 金型
- 試作
- 微細加工
- プラスチック成形特集
- 押出成形
- 真空成形
- インサート成形
- 射出成形
- 板金・溶接特集
- 熱処理・表面処理特集
- 医療分野
- ソフトウェア
- プレス
- レーザー加工機
- WEBマーケ
- 新規受注
- 曲げ加工
- 食品機械
- プラスチック
- 塗装
- 配電盤
- 精密板金
- 熱処理
- 三次元
- 板金加工
- 板金
- 自動化
- 表面処理
- パイプ加工
- プレス加工
- 施工
- 製缶
- 新規開拓
- 人財
- 事業承継
- 新規事業
- バリ取り
- AI
- DX
- IoT
- ロボット
- 経営
- マーケティング
- 機械加工
- 溶接
- めっき
- レーザー加工
- 切削加工
- 座談会
- 生産財
-
1

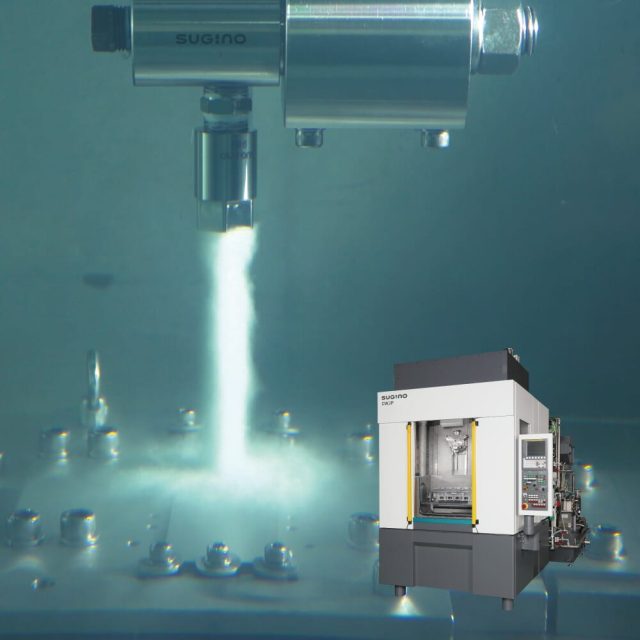
切粉の残留、タンクがすぐ汚れる――工作機械の“濾過課題”をどう解決する? 株式会社ブンリが提案する省人化・現場の最適化
-
2

人を育て、仕組みで回す。日新電機ベトナムが歩む現地化への道
-
3

FUJIFILM VIETNAM-「脱中国」はどこまで進むのか
-
4

搬送ロボットで世界の半導体工場を支える ローツェが成長を続ける理由とは
-
5
商社機能を活かした自社開発―ローラーねじを転造で量産し安価に油圧システムを代替
-
6

労働環境のカイゼン、技術革新、そして企業イメージアップ 鋳造業界のモデル工場を目指し、鋳物の「未来を作る」――株式会社トミナガ
-
7

同じ大きさの材料から1つでも多く取るために ―鍛え上げた「打ち抜き」「切断」技術でコスト高・リスク時代の最適解を提示する受託加工メーカー
-
8
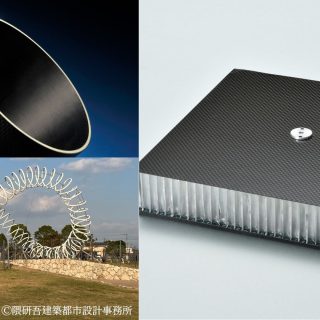
太陽の塔から、人工衛星まで FRPのカスタマイゼーションで「できない」を「できる」に変える
-
9

八戸から世界の海へ 飽くなき技術への探求心が、世界最大級のステンレスケミカルタンカーを生み出す
-
10
鉄基厚板アモルファス、さらに世界初の高Bs低鉄損コア材「HLMET®( ヘルメット )」がモータの未来を変える 日本の中小企業3社が力を合わせて、技術変革に挑む――ネクストコアテクノロジーズ